

径向旋铆机操作
把气液增压缸应用在压铆机上我们暂时称之为气液增压式压铆机,就是气压旋铆机和油压旋铆机。气液增压式压铆机的铆接方式的速度比油压快,传动气压稳定,是一种结构精巧的通用性旋铆机。

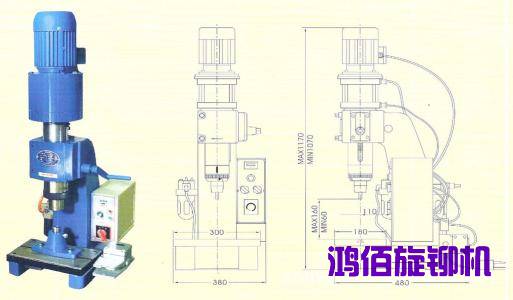
从径向旋铆机的的铆接方式分析,径向旋铆机就是动力头上部电机通过联轴器将动力传递给主轴,主轴通过行星机构将运动传递给球面运动副,同时油压系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线公转,同时铆头在切向力的作用下按11瓣梅花轨迹运动,形成柔和有效的变形,使铆头和铆钉之间接触区域内的铆接材料达到屈服点,从而形成无滑动辗压,这样的方式那么最少就是2秒每个。

自冲旋铆机的工作时是压边圈首先向下运动对铆接材料进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接目的。

摆辗旋铆机减小工艺力,约为冲击式铆接的1/10。铆接头部直径为16mm,铆钉的旋铆机,功率仅为0.735kW,减少了加热工序,节约能源。无噪音、无振动。气压摆辗旋铆机有轻微的放气声,而油压摆辗旋铆机则完全无声,非常适宜于博而脆的材料铆接。可以控制摆辗铆接力,实现定时、定压铆接,为防止铆接时铆钉敦粗变形,可以精确控制摆辗件的松、紧程度和尺寸精度。
根据工厂的条件选择气压或油压旋铆机。油压旋铆机铆接压力稳定,使用方便,结构牢固;气压旋铆机成本低,需求的用户提供气源就可以,对气源的要求一般为压力6KG,每分钟0.3立方米,在一般市场上销售的小型空气压缩机就可以满足需求。

铆头的有效长度是指一端插入铆座后漏出外面的长度,旋铆机的型号不同,所配的铆头的长度也不同,旋铆机主轴都是带有一定的角度的,通常为4°有的3°或者5°,主轴的中心线与铆头的中心线有一个交点,这个交点决定了铆头的长度,所以说制作铆头时,铆头的有效长度不能随意改变,铆接时零件质量不能保证还损坏设备。
气压铆接机和油压铆接机各有优势,气压铆接机的优势:节能、环保 。缺点是气压不稳定会导致铆接压力不稳定。油压铆接机的优缺点正好与气压铆接机相反。
以上是关于径向旋铆机操作的介绍内容,我们可以为你解决疑难,我们客服随时待命。。- 气动铆钉机振动盘不振动的六大原因[2019-12-22] ...
- 浅析气动铆钉机零配件加工需用到的机械[2019-12-22] ...
- 鸿佰讲解气动铆钉机带罩钣金的加工[2019-12-21] 五金厂钣金...
- 气动铆钉机厂家为您介绍铆钉铆合时的稳定性[2019-12-21] ...
- 气动铆钉机有哪些优势呢?[2019-12-20] 东莞鸿佰机械厂作为专业生产气动铆钉机,气动铆钉机,特小...