

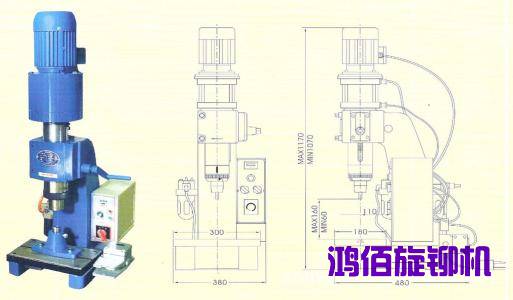
精密油压旋铆机结构
气压旋铆机和油压旋铆机,工作时出力分为两部分,即开始是很小力的预压出力,当设备作用部分(即压头)接触到工件时将变为增压出力,且预压与增压出力的转换是自动的,免去了用户调节出力转换时间的烦恼,这种独特的软到为技术,在工作时无冲击无噪音,不会对工件造成任何伤害。且其本身功耗非常小,仅5W左右,最高工作频率可达20~40次每秒,是真正意义上的节能环保设备,是取代传统油压压床及大功率冲床的最理想选择。

正确选择油压旋铆机厂家,需要做到辨别厂家的技术实力是非常重要的,因为这直接影响了产品的质量。所以,如果您要购买,最好去生产企业的实地去考察。那些规模过于小,生产设备不足,没有生产力的企业,尽量不要去选择。

工翻边铆头时,端面一定要有一个导向定心,导向定心的长度一般1mm左右,其直径比铆钉的孔径小0.2mm―1mm,导向长度后的直径比铆钉孔径打0.5mm,圆弧开口直径比成型直径要大0.2mm圆弧深度比成型尺寸浅0.2mm,端面外圆要倒角,铆接时以免擦伤工件,合理的工装夹具直接影响到产品铆接时的质量和效率。旋铆机出厂时工作台面都有定位或定位盘,和T型槽。这些都是便于安装工装夹具用的。

径向铆接被认为是世界上最先进的铆接原理,径向旋铆机动力头上部电机通过联轴器将动力传递给主轴,主轴通过少齿差行星机构将运动传递给球面运动副,同时液压系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线公转,同时铆头在切向力的作用下按11瓣梅花轨迹运动,形成柔和有效的变形,使铆头和铆钉之间接触区域内的铆接材料达到屈服点,从而形成无滑动辗压。
径向旋铆机是对工件表面处理层保护最好的机型,产品在铆接此类零件时,一般要求铆接件的变形程度要小,表面处理层的处理工艺要好。但不论工艺上如何保证,较大范围的变形工艺都不能保证表面层完全完好无损,按经验为一般可保护约90%的表面处理层。

把气液增压缸应用在压铆机上我们暂时称之为气液增压式压铆机,就是气压旋铆机和油压旋铆机。气液增压式压铆机的铆接方式的速度比油压快,传动气压稳定,是一种结构精巧的通用性旋铆机。
自冲旋铆机可以广泛地适用于制造业诸多方面。多用于连接碳钢和不锈钢、铝、铜和磷青铜等材料;可以铆接涂上一层具有金属性或有机性的材料,极好地适应防腐保护的要求;可以大批量生产,且铆接过程可进行监控,铆接过程可手工操作或半自动操作,或设计为装配线全自动化或机器人操作。
以上是关于精密油压旋铆机结构的介绍内容,我们可以为你解决疑难,我们客服随时待命。。- 气动铆钉机振动盘不振动的六大原因[2019-12-22] ...
- 浅析气动铆钉机零配件加工需用到的机械[2019-12-22] ...
- 鸿佰讲解气动铆钉机带罩钣金的加工[2019-12-21] 五金厂钣金...
- 气动铆钉机厂家为您介绍铆钉铆合时的稳定性[2019-12-21] ...
- 气动铆钉机有哪些优势呢?[2019-12-20] 东莞鸿佰机械厂作为专业生产气动铆钉机,气动铆钉机,特小...